发货:3天内
发送询价
液压顶升设备不仅可以作为辅助的生产设备,完成原料、半成品、产品的装卸、搬运,进行机电设备的安装、维修,而且它也是一些生产过程工艺操作中的设备,例如钢铁冶金生产中的各个环节,从炉料准备、加料到炼好的钢水浇铸成锭以及脱模取锭等。又例如原子能工业中的一些工艺操作等人所难达到之处,没有液压顶升设备,简直无法生产。液压提升设备提升原理利用液压提升装置均布于储罐内壁圆周处,先提升罐顶及罐体的上层壁板,然后逐层组焊罐体的壁板。采用自锁式液压千斤顶和提升架、提升杆组成的液压提升机,当液压千斤顶进油时,通过其上卡头卡紧并举起提升杆和胀圈,从而带动罐体向上提升;当千斤顶回油时,其上卡头随活塞杆回程,此时其下卡头自动卡紧提升杆不会下滑,千斤顶如此反复运动使提升杆带着罐体不断上升,直到预定的高度。当下一层壁板对接组焊后,打开液压千斤顶的上、下松卡装置,松开上下卡头将提升杆以及胀圈下降到下一层壁板下部胀紧、焊好传力筋板,再进行提升。如此反复,使已组焊好的罐体上升,直到 后一层壁板组焊完成,从而将整个储罐安装完哔。
液压提升设备在使用时,不能停在倾斜度大于30°的坡上工作,以防下滑; 打开总开关后,电量呈现小于40﹪时,要及时充电。充电时要检查一下电瓶水,若小于20ml,需加水。使用该铝合金升降机前 先空升一次,仔细观察各部位是否正常有无异常声音,一经发现,应停止使用;由维修人员调试好后使用。 该机适合于室内、外使用,在室外使用时应在地质坚硬的地面上使用,以免发生颠覆,每使用20次调整一次链条螺丝、调整一次保险绳螺丝,电器及液压系统应由人员维修。
液压提升设备主要是通过液压油的压力传动从而实现升降的功能,它的剪叉机械结构,使升降机起升有较高的稳定性,宽大的作业平台和较高的承载能力,使高空作业范围 大、并适合多人同时作业。它使高空作业效率 高, 保障。

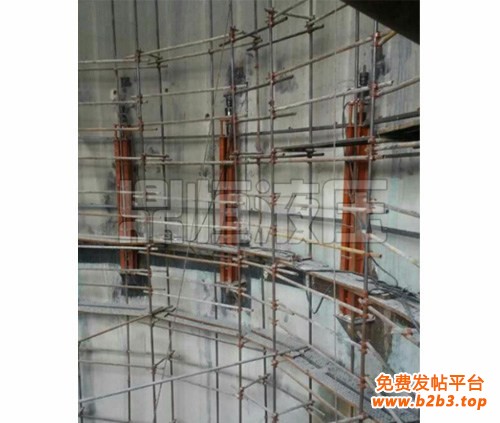
 液压提升装置的组成及烟囱钢内筒吊装
液压提升装置的组成及烟囱钢内筒吊装<一>、液压提升装置的组成
液压提升装置是一种新颖特殊的起重设备,是集机械、液压、电气自动控制一体化的设备。主要由提供液压油的液压泵站和执行提升的液压千斤顶、提升支承体系、钢内筒吊装吊点、承载预应力钢绞线及卡紧机构、上下锚头等组成。
泵站与液压千斤顶之间通过高压橡胶油管相连构成液压系统;电源、泵站电机、油泵构成电气系统;工业控制计算机主控柜与泵站、千斤顶之间通过数据线、通信线、控制线连接构成远程自动控制系统。
液压提升工艺的工作原理
液压提升倒装法是一种利用液压提升装置实现钢内筒逐节组合安装的方法。将提升设备安装在烟囱外筒顶部承载钢梁上,钢绞线上端头穿入提升千斤顶,下端头通过地锚与钢内筒上的吊耳环梁相连,从而将上部提升千斤顶与被吊物体之间通过钢绞线相连构成一个完整的提升体系。
液压顶升机械在制作场把钢内筒预制成若干个标准段,从烟囱外筒预留洞处用轨道平板拖车逐节运进混凝土烟囱内部;以外筒顶部钢平台为支撑,以钢绞线为纽带,以液压油为动力,当液压系统在电气控制系统的作用下,由液压泵站提供液压油驱动液压千斤顶活塞作往复运动时,液压千斤顶的上下卡紧机构交替卡紧并提升钢绞线,从而实现被吊件的垂直上升。按从上到下的顺序,提升一段高度,续接一段筒体,组对焊接完哔,再提升、再续接一段筒体,循环往复累积提升,实现钢内筒的逐节倒装组合安装。安装施工中途换一次吊点后,继续提升直到将整个烟囱钢内筒筒体提升安装到顶。
<二>、烟囱钢内筒吊装
(1)液压千斤顶工作原理
液压泵站向液压千斤顶供以压力油推动活塞作伸、缩缸运动,伸缸时设置在活塞的上夹持器卡紧承载钢绞线使提升重物随之→同向上移动,缩缸时与油缸相连的下夹持器卡紧承载钢绞线保证提升重物可靠的停留在新的位置,同时设置在活塞的上夹持器放松承载钢绞线,活塞回程准备下→行程的提升。当提升到位后,液压千斤顶活塞在近乎完全伸缸的位置处上夹持器卡紧承载钢绞线,下夹持器放松承载钢绞线,活塞缩缸带动重物下降。在接近完全缩缸的位置处下夹持器卡紧承载钢绞线,上夹持器放松承载钢绞线后活塞空载伸缸,在近乎完全伸缸的位置处上夹持器再次卡紧承载钢绞线,下夹持器又放松承载钢绞线,如此依次循环直至提升重物准确的在设计位置就位。
(2)烟囱钢内筒吊装工序:
两节筒体吊装进入平板车靠模内→送入烟囱底部钢内筒定位中心位置→液压顶升带负荷升降进行筒体对口调整(或用倒链),点焊固定→校正合格→外环缝焊接,内环缝清根焊接(同组装焊接要求)→钦条焊接→液压提升装置提升到4m以上30cm左右→重复以上过程→待筒体顶升140米后,液压提升装置带负荷下降,将已装筒体落到零米地面上,进行吊点转换(第→吊点为筒,二吊点为筒下80m)→吊点焊接完成后,液压装置带负荷上升→采用型钢连接伸缩节上下筒体,间隙为0.9米。待筒体吊装完后,锁定液压提升装置--36米平台硅支墩、地脚螺栓安装→调整内筒伸出烟囱筒标高→到位后,钢内筒悬吊点安装焊接、自立段地脚螺栓固定→安装伸缩节→拆除液压顶升装置。
二个钢内筒吊装重复第→个钢内筒吊装程序。(烟囱内钢内筒组对平台的设置:按照钢内筒筒体标准节高度,吊装组对操作时搭设可移动操作平台,筒内侧设简易操作平台,平台设置在小车上,提升完成后随小车拉出,进行下→节筒体的安装。口)钢内筒运输:吊装前要将经验收合格的钢内筒标准段从制作场地倒运至安装场地。装卸车时为了尽量减小筒节变形,采用十字扁担梁,用四只立板卡抓进行四点对称吊装,用吊车转运至运输车上,同时为了避免吊装时卡抓伤害到筒体内壁的钦板,卡抓丝口与钦板夹紧处用钦条衬垫。筒体标准段装车应平稳,且将筒体与车辆用倒链临时固定牢固,防止倾翻。运输时,运输车应缓慢平稳前进,并有人在前面引路。用2.5吨吊车进行卸车时,直接将筒体标准段放在自制输送轨道小车上,再用3t卷扬机将轨道小车和筒体标准段拉到中心吊装位置。
(3)提升设备的安装
1)导向锚与锚的孔位应与千斤顶上的锚具的孔位相对应,不应有扭转、错位的现象,以免提升时钢绞线不平行,受扭。
2)检查导向锚与锚的夹片外锥面与锚板孔间是否有润滑剂,以保证提升施工时锚具的松开与夹紧自如。
3)千斤顶与底座间应用螺栓固定,并保证千斤顶中心孔与预留孔中心对中。千斤顶上部用导向架固定并安置导向装置。
4)把控制系统、泵站、阀体箱设计安装在设计位置上,其安装位置应兼顾考虑钢绞线安装时的操作空间,由于操作空间过小,泵站的放置已占用了其所占位置的所有钢连梁平台,所以搭建→个通道跨越泵站。
5)按设计编号在千斤顶,液压泵之间连接油管,油管连接要一一对应,连接完成后应由主管工程师进行检查核对,如有误应及时纠正。
6)控制室安放在提升平台处,按设计编号连接电气线路,控制电缆应铺放好,并在空中固定好,避免人员踩踏或硬物损伤。
7)系统空载调试。试机:保证手动、自动过程中操作与设备运行的0.2%。其余部位则利用自然土拱,不另设止水帷幕动作一一对应、正确。
8)穿束
a把钢绞线运至平台下方(左、右旋分开).b用液压泵站将所有的连接提升千斤顶上的夹片打开,并支起锚的夹片。c将钢绞线按编号由下往上依次穿过梳线器、锚、提升千斤顶、导向锚,并伸出导向锚1米,然后锚住导向锚具的夹片,并用绳夹压紧钢绞线或用绳夹双双压紧钢绞线,钢绞线按左右旋间隔排布,为便于穿索,可用引线杆导向。d将已穿好的钢绞线反锚在下部吊点上,其外露长度控制为50mm,限位板螺钉紧固由套训火操作并检验后方可使用。提升承重后,再派人对承重锚限位板的螺钉对称紧固。
(4)钢绞线预紧
预紧每根钢绞线,用单根预紧的办法进行。每根预紧完成后把导向锚的夹片上紧,防止钢绞线脱落,直至整束钢绞线预紧完哔;将千斤顶调整到提升状态,再用主顶对整束钢绞线预紧,取下导向锚上预紧用的夹片,安装好导向锚的限位板。
(5)提升准备工作检查
提升前要再次对提升装置的液压系统、电路系统、夹具系统、控制与呈现系统及钢绞线进行细致检查,并记录登记于表(千斤顶及夹具系统安装调试情况检查表和泵站及控制系统运行情况检查表),检查完成报告总指挥。
(6)手动操作
a手动控制所有千斤顶主顶回到起始位,进入手动提升准备。b检查所有设备,千斤顶,上下锚,各行程开关,控制开关,压力表,钢绞线、编码器。
(7)伸缩节施工
当钢内筒液压顶升设备至内筒标高67m时,沿环向方向在内筒均匀布置一定数量型钢,然后提升钢内筒至比标准节高高900mm的位置处,将型钢与下部标准节连接,继续施工钢内筒。待整段钢内筒下口提升至比设计标高高0.2m时,施工36m平台上钢内筒混凝土支墩、螺栓孔及法兰,完成后应用液压千斤顶回落钢内筒下口至36m平台混凝土支墩上平,分别进行钢内筒底部安装以及悬挂吊点的安装。然后进行钢内筒伸缩节的施工。
河北省沧州鼎恒液压机械制造有限公司(http://www.dhyyjx.com)是一家以液压提升器、液压顶升机械及其配套设备为主,集设计、开发、生产于一体的液压机械设备制造公司,为我国安装工程的事业奉献光热,为锻造我国液压提升产业丰碑而向前。