
发货:3天内
发送询价
在弯曲过程中,金属材料的塑性变形和弹性变形是同步的。当弯曲结束时,由于恢复弹性变形而产生回弹。回弹现象直接影响工件尺寸精度,因此需要对其进行控制。为此采取的技术措施有:角度补偿法。如果工件的折弯角为90°,则折弯机下槽口(V形)的开口角度可选择78°。压力时长增加校正率。当弯曲终了时,通过加压修正,延长弯曲机上模、工件和下槽的接触时间,以增加下槽角部的塑性变形,使拉压区内纤维的回弹相互抵消,从而减小回弹。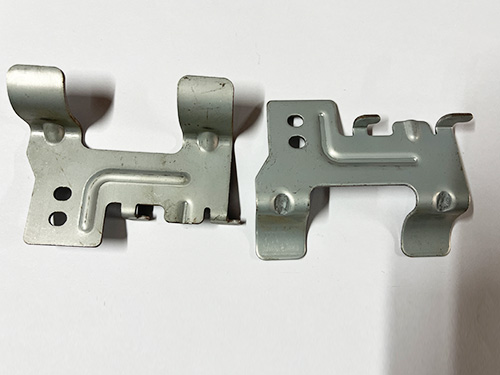
 不锈钢拉伸折弯件常见问题和解决措施及工艺详细介绍
不锈钢拉伸折弯件常见问题和解决措施及工艺详细介绍<一>、不锈钢拉伸折弯件常见问题和解决措施
不锈钢拉伸折弯件被广泛应用在各行各业,为了满足其需求和质量要求,其质量标准也是日益提高。而不锈钢拉伸折弯件厂家在实际生产过程中,运用的折弯工艺会影响到不锈钢拉伸折弯件产品成型的外观和尺寸,那么我们先来了解一下不锈钢拉伸折弯件常见的问题,并对其给出合理的解决措施。
1、折裂
剪切或冲裁后,材料边缘常出现毛刺或细裂纹,弯曲时容易形成应力集中而被折裂,剪切(带毛刺的表面)时剪切向外,开裂位置发生在金属折弯件的剪裂带和揉压带上。
解决措施:剪切或冲裁后的不锈钢拉伸折弯件,在折弯时保证剪切面向里,即处于受压状态,成形效果较好。折弯前对不锈钢拉伸折弯件进行去毛刺处理,折弯后可在折弯处用手工砂轮对折弯部位进行修磨。
2、滑料
(1)待不锈钢拉伸折弯件出现弯曲线与工件边缘线不平行的情况,即一端在弯曲机下槽处有一个支点,另一端无支点。对下料图沿工件折弯线方向增加割缝,其长度为工件折弯线向外偏移,偏移宽度为选择折弯机下槽宽度的一半;增加余量处理。
(2)待折弯的工件的折弯线与工件的边线平行,但两端在折弯机的下槽处没有支点。根据下料图增大尺寸,使弯管机下槽的边部有支点,满足弯管要求。待弯工序完成后,根据产品图纸进行切余量、修磨切口,达到产品质量要求。
3、凸起
对于中厚板(厚度t≥6mm)折弯,情况比较特殊,折弯线附近区域在弯曲过程中会出现纤维组织变长,造成折弯圆角处形成凸起,通过对车间成型工件观察,圆角凸起大小随板厚增加而增大。对部分工件质量要求较高的,圆角凸起会影响焊接或装配尺寸精度,需采取工艺措施去除。
解决措施:若采用热切割设备下料,在板件展开下料时,对下料图以折弯线为中/心作向里凹圆弧,去掉多余板料,其中R为圆弧半径。对没有进行板料切割凹圆弧的工件,在折弯完成后进行手工修磨到要求的尺寸精度,若装配精度要求较高,需对工件进行铣边处理。
4、反弹
在折弯过程中,金属材料的塑性变形和弹性变形是同步的。当弯曲结束时,由于恢复弹性变形而产生回弹。回弹现象直接影响不锈钢拉伸折弯件尺寸精度,因此需对其进行控制。
解决措施:角度补偿法。如果工件的折弯角为90°,则折弯机下槽口(V形)的开口角度可选择78°。压力时长增加校正率。当弯曲终了时,通过加压修正,延长弯曲机上模、工件和下槽的接触时间,以增加下槽角部的塑性变形,使拉压区内纤维的回弹相互抵消,从而减小回弹。
5、压痕或打滑伤
在压弯过程中,不锈钢拉伸折弯件受到压弯机的上模和下槽的挤压而产生不同程度的压痕或滑痕。普通碳钢零件表面粗糙度要求不高,不会造成轻微的损伤。但有些特殊材料,其镜面的外观,需要采取一定的工艺措施加以保护。
解决措施:对于碳钢材料,应增加下槽折弯宽度,使其成型圆角半径增大,减少下槽对工件的挤压;对于特殊的不锈钢材料,压弯前的准备工作,是在折弯机的下槽处铺纸隔离,如果工件两面都需要保护,也可以将工件沿折弯线方向的铺纸隔离。具有良好的生产条件,可采用抗压痕垫。
<二>、五金冲压折弯件工艺详细介绍
折弯是一种对平面板件进行折叠、弯曲的工艺,它在整个加工链中紧随切割工序之后。工件放在带有V型开口的凹模上。楔形刀具(上刀)将工件压入V型开口中,并以这种方式将板材折弯到需要的角度。
大多数五金冲压折弯件采用悬空折弯、模中折弯以及折边与压合等工艺与方法制成。作业方式均遵循同一原理:冲芯将工件压入凹模的下模中。因此,执行上述工艺与方法的折弯机被称为模压折弯机。
1、悬空折弯(也叫三点折弯)
冲芯将工件压入凹模,却不将其压向模具壁。冲芯下移期间,工件边向上弯折并形成夹角。冲芯将工件压入凹模的越大,角度就越小。此时,冲芯和凹模之间留有空隙。悬空折弯也被称为路径依赖型工艺。每种夹角都需要特定路径。机床控制系统同时计算路径与相应的折弯力。路径与折弯力取决于模具、材料与产品特性(夹角、长度)。
2、模中折弯(也叫压底折弯)
冲芯将工件完全压入凹模,因此凹模、工件与冲芯之间不留空隙。这种工序被称为合模。冲芯与凹模相互贴合。因此,每种夹角与形状都需要相应的模具组件。工件一旦完全压入,冲芯则无法继续向下移动。机床控制系统继续提升折弯力,直至达到规定值。施加至工件的压力由此上升,从而呈现出冲芯与凹模的轮廓。夹角在高压作用下逐渐稳固。
3、翻板折弯
机床内置的折弯摆臂由C形型材构成,其上安装有下部与上部折弯模具。折弯时C形型材向上或向下移动,或是进行小范围椭圆形运动,即翻转。摆臂折弯机半自动化运行,以快速性与灵活性着称,即使是小批量生产也完成得毫不逊色。此外,通过翻板折弯技术还可使用同一模具在单个部件上实现多种半径尺寸的折弯。
4、折边与压合(组合折弯)
板材边缘通常被完全弯折(例如盒边缘),随后折边相互平行。成品件整体因此稳定或是形成边缘防护。随后折边内通常需要挂入其他零件。折边与压合分为两个步骤完成:操作员预先折好30°夹角,然后将工件重新放入并压合夹角。如果边缘之间存在空隙,则称为折边。压合中弯边则完全相互挤压。折边是路径依赖型,压合却是力度依赖型。
沧州德帮汽车配件制造有限公司(http://www.dbqcpj.com)主营各种金属拉伸件、拉伸折弯件、不锈钢五金冲压件拥有各类大、小压力机(冲床)及相应的配套设备。把产品的质量和客户的满意作为公司的追求,努力提高产品的质量和性能,欢迎新老客户前来选购。